طلا به عنوان یک عنصر کمیاب جلب توجه خاصی بین بقیه عناصر دارد، در این مطلب سعی داریم شما را با خط تولید و طراحی طلا و جواهر آشنا سازیم ، و ماشین آلات و ابزار مورد نیاز طلاسازی و جواهر سازی را تا حدی معرفی نماییم ، امیدواریم علاوه بر معرفی فرصتی جذاب و نو برای سرمایه گذاری در کشور عزیزمان ، اطلاعاتی در زمینه نگارش طرح توجیهی احداث کارگاه طلا و جواهرسازی در اختیار شما قرار گیرد. تا پایان همراه ما بمانید و ما را از نظراتتان بهره مند سازید.
طلا یا زَر با نشان شیمیایی Au نام یک عنصر است. طلای پالوده فلزی با رنگ زرد روشن، براق و به صورت سنتی چشم گیر است که این به دلیل اکسید نشدن در هوا و آب است. از نظر شیمیایی، طلا فلزی واسطه است که در گروه ۱۱ جدول تناوبی جای دارد و یکی از کم واکنش ترین عنصرهای جامد در شرایط استاندارد است.
پس میتوان این فلز را به صورت خالص در طبیعت به صورت دانهای یا تکهای در میان سنگها، کانیهای بلوری شده و مواد ته نشینی آبرفتی پیدا کرد. همچنین در میان کانیها به صورت ترکیبی با دیگر عنصرها بویژه تلوریم دیده شده اما فراوان نیست. نماد شیمیایی این عنصر، Au از نام لاتین آن aurum به معنی «درخشش سپیده دم» گرفته شدهاست.
طلا در برابر بیشتر اسیدها پایدار است اما در تیزاب سلطانی (نیترو-هیدروکلریک اسید) حل میشود دلیل برگزیدن نام «تیزاب سلطانی» برای توانایی حل کردن طلا است. افزون بر این طلا در محلولهای آلکالینی سیانور که در معدن کاری کاربرد دارد، و در جیوه با ساخت آلیاژ ملغمه هم حل میشود. نیتریک اسید که توان حل کردن نقره و فلزهای پایه را دارد در برابر طلا ناتوان است. این ویژگی نیتریک اسید در آزمون اسید برای شناسایی و تایید طلا به کار میآید.
طلا يک کالاي خاص و منحصر به فرد است زيرا تنها کالائي است که بيشتر براي اندوختن توليد مي شود تا براي مصرف. همه کالاهاي ديگر توليد مي شوند براي اينکه مصرف شوند. مي توان به جرات گفت که همه طلائي که در طول تاريخ توليد شده روي سطح زمين و در خزانه هاي دولتها و بانکها، گاوصندوق هاي طلا فروشان و صندوقچه هاي خانم ها انبار شده است!
فراموش نکنيم که طلا يک عنصر کمياب است.
همه طلاي موجود روي سطح کره زمين حدود 155 هزار تن است که اگر همه آن را يکجا انبار کنند حجم آن کمتر از 3.5 استخر استاندارد مي باشد و جالب است بدانيد که توليد آهن يک روز جهان معدل بيست برابر کل طلاي توليد شده در طول تاريخ است!
– عرضه طلا در جهان مساوي با حجم طلاي موجود روي سطح کره زمين است.
طلا چون انبار مي شود و نه مصرف، و استخراج آن بسيار کند مي باشد، عرضه آن در واقع همان ذخيره موجود است. اين حقيقت مباني تحليل قيمت آن را به طور بنيادي مختلف ساخته است.

شاید نتوان تاریخ دقیقی برای شکل گرفتن علاقه بشر به طلا تعیین کرد، اما به خوبی مشخص است که انسان از شروع حیات در کره خاکی به اشیای زیبا و خیرهکننده علاقهمند بوده و شاید یکی از دلایل اصلی علاقه افراد به طلا نیز در همین نکته نهفته باشد.
طلا آن قدر مهم بوده است که پس از کشف مقداری از آن در هر منطقهای به سرعت تب طلا در همان منطقه شیوع پیدا کرده است.
شاید بتوان تب طلا در آمریکا را در این زمینه مهمترین رخداد دانست که باعث هجوم بسیاری از افراد دور و نزدیک به مناطق طلاخیز آمریکا شد و چه بسا بر سر به دست آوردن این فلز درخشان بسیاری نیز جان خود را از دست دادند که این مورد دستمایه داستانهای نویسندگان بزرگی چون جک لندن شده است.
کشف طلا در کالیفرنیا در سال ۱۸۴۸ منشا امیدواری برای فرصتطلبان شد و همین عامل باعث شد صد هزار نفر جستجوگر از سراسر دنیا به کالیفرنیا سفر کنند. از آنجا که آنها در سال ۱۸۴۹ به کالیفرنیا رسیدند، به «چهلونهیها» شهرت یافتند. آنها با ماهیتابه برای کشف طلا به جستجو میپرداختند و با تکان دادن ذرات خاک و الک کردن آن همرا آب، طلا را پیدا میکردند. شیوع تب طلا در آمریکا همچنین بسیاری از بومیان را از خانه و زندگی خود آواره و حتی بسیاری از آنها در درگیری با سفیدپوستان حریص و مسلح کشته شدند.
نظیر چنین رخدادی بارها در دیگر نقاط جهان بر سر به دست آوردن حتی ذرهای طلا اتفاق افتاده است.
در این گزارش سعی شده است به طور اختصار به روند تولید طلا در کشورهای جهان از دهه ۷۰ تاکنون اشاره شود.
:: ۱۹۷۰: آفریقای جنوبی دو سوم طلای جهان را تولید کرد
در سال ۱۹۷۰ آفریقای جنوبی ۳۲ میلیون اونس طلا تولید کرد و به این ترتیب با تولید تقریبا دو سوم طلای جهان بزرگترین تولیدکننده فلز درخشان در جهان نام گرفت. در این سال در مجموع ۴۷.۵ میلیون اونس طلا در جهان تولید شد.
پس از آفریقای جنوبی نیز اتحاد جماهیر شوروی با تولید ۶.۵ میلیون اونس در رده دوم قرار گرفت. کانادا، آمریکا و استرالیا نیز به ترتیب با تولید ۲.۴، ۱.۷ و ۰.۶ میلیون اونس در ردههای بعدی قرار گرفتند.
سایر کشورهای جهان نیز کمتر از ۹ درصد از کل میزان تولید طلا در جهان را به خود اختصاص دادند.
:: ۱۹۷۵: کاهش ۱۵ درصدی تولید جهان طلا
در سال ۱۹۷۵، تولید جهانی طلا با ۱۵ درصد کاهش نسبت به سال ۱۹۷۰ مواجه شد. به تبع تولید طلا در آفریقای جنوبی نیز با ۳۰ درصد افت به ۲۳ میلیون اونس رسید که سهمی ۵۹.۳ درصدی را از کل تولید جهانی به خود اختصاص داد.
تولید جهانی در سال ۱۹۷۵، ۳۹.۷ میلیون اونس اعلام شد. همچنین تولید طلا در کشورهای کانادا، آمریکا و استرالیا تقریبا در همان سطح سال ۱۹۷۰ باقی ماند.
:: ۱۹۸۰: آفریقای جنوبی باز هم تولیدکننده برتر
در سال ۱۹۸۰ تولید جهانی طلا به ۳۹.۲ میلیون اونس رسید که آفریقای جنوبی با تولید ۲۱.۷ میلیون اونس طلا و کسب سهم ۵۵.۳ درصد از کل تولید جهانی باز هم اول شد.
در همین سال کانادا، آمریکا و استرالیا نیز به ترتیب ۱.۶، ۱ و ۰.۵ میلیون اونس طلا تولید کردند.
برزیل نیز پس از مدتها وارد گود شده و در سال ۱۹۸۰، ۱.۳ میلیون اونس طلا تولید کرد؛ در حالی که این میزان در سال ۱۹۷۵ تنها ۱۷۲ هزار اونس بود.
:: ۱۹۸۵: چین به جمع مدعیان پیوست
در سال ۱۹۸۵ تولید جهانی طلا به ۴۹.۳ میلیون اونس رسید که ۲۵ درصد نسبت به سال ۱۹۸۰ افزایش داشت.
آفریقای جنوبی نیز علیرغم افت نسبی، همچنان بر صدر جدول تولیدکنندگان طلا در جهان تکیه زده و با تولید ۲۱.۶ میلیون اونس طلا سهمی معادل ۴۳.۸ درصد را از کل تولید جهانی به خود اختصاص داد.
کانادا، آمریکا و استرالیا نیز به ترتیب با ۲.۸، ۲.۴ و ۱.۹ میلیون اونس طلا در ردههای بعدی قرار گرفتند.
برزیل در همین سال ۲.۳ میلیون اونس طلا تولید کرد. چین نیز موفق به تولید دو میلیون اونس طلا شد و این کشور در سال ۱۹۸۲ شمش طلا با چهره پاندا را منتشر کرد.
پاپوآ گینه نو، فیلیپین و کلمبیا هر یک با تولید بیش از یک میلیون اونس طلا در ردههای بعدی قرار گرفتند.
:: ۱۹۹۰: ورود تکنولوژی جدید و خداحافظی با گذشته
در سال ۱۹۹۰ با ورود تکنولوژی Heap Leaching معدنکاری طلا برای همیشه تغییر پیدا کرده و وارد عرصه نوینی شد.
اتحاد جماهیر شوروی در حال فروپاشی است؛ آمریکا نیز از این فرصت استفاده کرده و با تولید ۹.۵ میلیون اونس طلا به زودی جای این کشور را در رده دوم بزرگترین تولیدکنندگان طلا در جهان میگیرد.
استرالیا در این سال ۷.۸ میلیون اونس تولید کرد. کانادا ۵.۴ میلیون اونس تولید کرد که این میزان در بالاترین سطح خود در سال ۱۹۹۱ به ۵.۷ موز رسید سپس دوباره افت کرده در همان سطوح قبلی یعنی سالانه ۵ میلیون اونس رسید.
:: ۱۹۹۵: آمریکا تولیدکننده دوم پس از آفریقای جنوبی
در سال ۱۹۹۵ تولید جهانی طلا از ۷۲.۳ میلیون اونس عبور کرد. اما آفریقای جنوبی با کاهش چشمگیر تنها ۱۶.۸ میلیون اونس طلا تولید کرد و ۲۳.۳ درصد از کل تولید جهانی را به خود اختصاص داد.
آمریکا ۱۰ میلیون اونس طلا تولید کرد و پس از این کشور استرالیا با ۸.۲ میلیون اونس در رده سوم قرار گرفت. البته استرالیا در سال ۱۹۹۷ به تولید بیش از ۱۰ میلیون اونس طلا نیز دست پیدا کرد.
شیلی، غنا، پرو و اندونزی هر یک حدود دو میلیون اونس طلا تولید کردند که این میزان در سال ۱۹۹۰ تنها حدود ۰.۵ میلیون اونس بود.
:: ۲۰۰۰: ادامه روند نزولی آفریقای جنوبی
در سال ۲۰۰۰ تولید جهانی طلا از مرز ۸۲.۶ میلیون اونس نیز فراتر رفت. اما آفریقای جنوبی با ادامه دادن به روند نزولی معنادار خود تنها ۱۳.۸ میلیون اونس طلا تولید کرد که با وضعیت سهمی ۱۶.۳ درصدی از کل تولید جهانی را به خود اختصاص داد.
تولید در آمریکا، استرالیا و کانادا با مقداری کاهش روبرو شد، اما در چین رو به رشد افزایش پیدا کرد.
دیگر تولیدکنندگان مطرح طلا در سال ۲۰۰۰ کشورهای شیلی، اندونزی، پرو، روسیه و ازبکستان بودند که حضور ازبکستان در این میان جالب توجه است.
نکته جالبی دیگری که در این سال میتوان به آن اشاره کرد، افزایش تنوع در میان کشورهای تولیدکننده طلا در جهان بود که تا پیش از این و در همان زمان پنج تولیدکننده اول طلا در جهان بیش از ۵۰ درصد کل تولید جهانی را در اختیار داشتند.
:: ۲۰۰۵: استرالیا گوی سبقت را از آمریکا گرفت
در سال ۲۰۰۵ به ترتیب کشورهای آفریقای جنوبی، استرالیا، آمریکا، چین، پرو، اندونزی، روسیه، کانادا، پاپوآ گینهنو و غنا در ردههای اول تا دهم تولید طلا در جهان قرار گرفتند.
تولید جهانی در همین سال به ۲۵۱۸ تن رسید. سایر کشورهای جهان ۶۹۹ تن طلا تولید کردند.
:: ۲۰۰۶: آمریکا دوباره دوم شد
در این سال آمریکا موفق شد دوباره رتبه دوم خود را در زمینه طلا از استرالیا پس بگیرد.
ردهبندی تولیدکنندگان طلا در سال ۲۰۰۶، آفریقای جنوبی، آمریکا، استرالیا، چین، پرو، اندونزی، روسیه، کانادا، پاپو آگینهنو و غنا بود.
کل تولید جهانی طلا نیز ۲۴۶۹ تن اعلام شد. سایر کشورهای دیگر جهان نیز ۶۹۹ تن طلا تولید کردند.
:: ۲۰۰۷: اژدهای زرد پس از ۱۰۰ سال اول شد
در سال ۲۰۰۷ ردهبندی تولیدکنندگان طلا به چین، آفریقای جنوبی، استرالیا، اندونزی، پرو، روسیه، کانادا، پاپوآگینهنو و غنا تغییر یافت.
به این ترتیب چین به حکمفرمایی ۱۰۰ ساله آفریقای جنوبی در زمینه تولید طلا پایان داده و فصل جدیدی برای تولیدکنندگان طلا در جهان آغاز شد.
کارشناسان بروز وقایعی مانند بحران برق و حوادث معدنکاری را در کاهش تولید فلزات معدنی به ویژه طلا در آفریقای جنوبی موثر دانستهاند.
هرچند در ابتدا مسوولان آفریقای جنوبی حاضر نبودند شکست خود را بپذیرند، اما سرانجام در سال جاری به واقعیت آمار رسمی منتشر شده تن دادند. کل تولید جهانی در این سال ۲۴۴۴ تن طلا عنوان شد.
از ۲۰۰۹ به این سو، روی هم رفته ۱۶۵٬۰۰۰ تُن طلا از معدنها بدست آمدهاست. چیزی نزدیک به ۵٫۳ میلیارد تروی اونس (troy ounce) یا ۸۵۰۰ مترمکعب که ۵۰٪ آن در گوهرسازی، ۴۰٪ در سرمایه گذاری و ۱۰٪ در صنعت به کار رفتهاست.
چیزی که همیشه در ریخته گری طلا و جواهر ثابت خواهد بود شروع عملیات ریخته گری با مدلسازی است.قبل از مدل سازی کار طراحی انجام می شود و سپس مدل بر آن اساس ساخته می شود . در گذشته طراحی توسط دست انجام می شد اما امروزه از نرم افزارهای کامپیوتری استفاده می شود. مدل می تواند از مواد مختلفی همچون فلز، موم، پلاستیک و یا … ساخته شود.

مدلسازی عبارت است از ایجاد و یا ساخت یک نمونه اولیه از قطعه کاری که اصولاً به چند روش قابل انجام است. در زیر به برخی از آن ها می پردازیم:
در این روش برای ایجاد یک نمونه اولیه از نقره و برنج و در برخی از موارد از چوب نیز استفاده می گردید که این کار اولاً به مهارت فردی بالا و قدرت انجام مراحل عملی دقیق احتیاج داشت و ثانیاً به علّت استفاده از دست و ابزارهای محدود، ساخت مدل با مشقّت و صرف زمان زیاد قابل انجام بود.
مدلسازی با استفاده از دستگاه های تراش مدل:
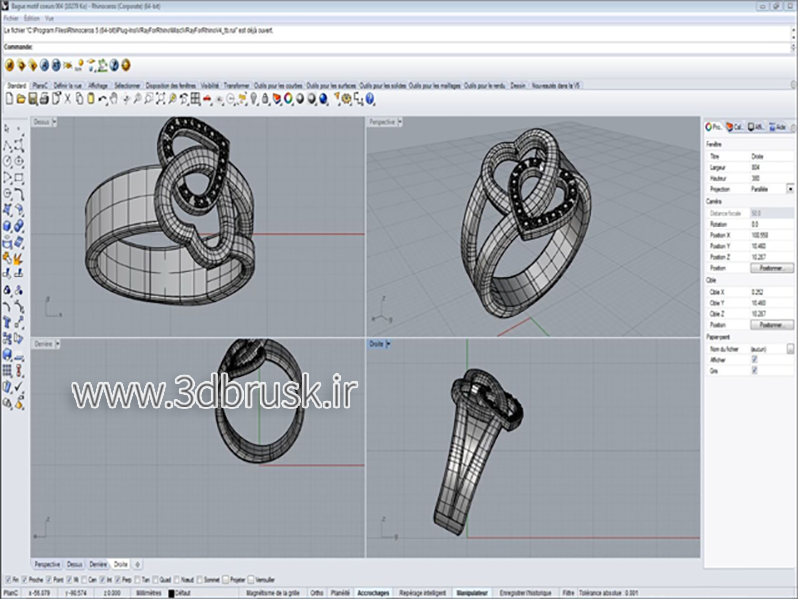
در این روش ابتدا نمونه اولیه با استفاده از رایانه طراحی می شود و سپس دستگاه بر اساس طرح موجود شروع به تراشیدن قطعه که اصولاً از جنس موم سخت یا برنج است می نماید. این سیستم در مقایسه با روش سنتی از مزیت های زیادی برخوردار است که می توان به برخی اشاره کرد:
• امکان اصلاح طرح قبل از انجام مراحل عملی کار، به سادگی انجام پذیراست.
• طراحی با استفاده از نرم افزارهای کامپیوتری بسیار ساده گردیده است.
• دقت در ساخت نمونه اولیه، نسبتاً بهبود یافته است.
• زمان بسیار کمتری برای انجام کار مورد نیاز است.

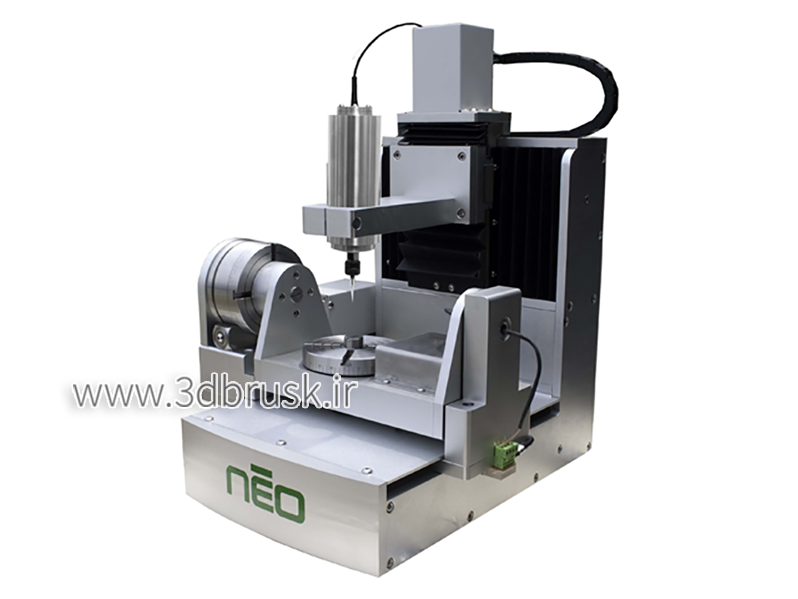
این دستگاهها مانند دستگاه های تراش CNC، طراحی مدل را به به صورت کامپیوتری انجام می هند و دستگاه همانند یک پرینتر جوهر افشان، شروع به ایجاد قطعه به صورت سه بعدی می نماید. دستگاه در هر مرحله، مقداری از محلول داخلی را که از جنس موم است روی صفحه کاری می چسباند و موم هنگام برخورد با مولکول های هوا به سادگی جامد می گردد و به این ترتیب مدل به صورت لایه لایه ایجاد می گردد.
این دستگاه ها در مقایسه با دستگاه های تراش مدل از مزیت های زیر برخوردارند:
1- دقت دستگاه ها به دلیل ایجاد مدل با ساختار لایه ای بسیار بالاتر است.
2- ایجاد طرح های پیچیده ساده تر است.
در این ماشین ها طراحی مدل به صورت کامپیوتری و با استفاده از نرم افزار های ویژه صورت می پذیرد و سپس ایجاد مدل شبیه به روشی که در دستگاه های پرینت سه بعدی صورت می گرفت انجام می شود با این تفاوت که مدل در یک محیط و ظرف حفاظت شده و با استفاده از مواد شیمیایی حساس به نور و در یک سیستم پرتو افکن نوری تولید می گردد.
نمونه ساخته شده در این روش، علاوه بر برخورداری از مزایای روش پرینت سه بعدی داری مزیت های زیر نیز می باشد:
1- نمونه تولید شده در این روش مانند مدل تولیدی با پرینتر 3 بعدی، خشک و شکننده نیست و دارای انعطاف است که این باعث راحتی کار در مراحل بعدی ریخته گری است.
2- سرعت کار ماشین نسبت به ماشین های دیگر بسیار بالاتر است.
3- قطعه های با ظرافت بسیار را می توان با صرف زمان خیلی کمتر و با هزینه مناسب تر ایجاد نمود.
قالب های ریخته گری برای تولید یک نسخه عین از مدل شما به کار می رود که این قالب ها به دو روش ساخته می شوند:
1- ساخت قالب لاستیکی و یا سیلیکنی از روی مدل های مومی یا غیر فلزی :
در این روش، مدل در داخل یک قاب قرار گرفته و سپس قاب با یک سری از مواد شیمیایی از ترکیبات سیلیکنی مایع پر می شود. پس از مدتی، مواد شیمیایی به صورت جامد در می آیند که این مواد دارای خواص لاستیکی می باشند.

در این روش از یک سری لاستیک های ویژه که به صورت ورقه ای و یا خمیری در بازار موجود می باشند، استفاده می گردد به این صورت که جسم فلزی و یا هر نوع جنس که تحمل دمای 400 تا 450 درجه سانتی گراد را داشته باشد در میان لایه های لاستیکی قرار داده می شود و سپس با توجه به اندازه قطعه کاری و نوع لاستیکی که در زیر پرس های مخصوص پخت لاستیک قرار می گیرد گرما از دو سطح بالایی و پائینی به لاستیک رسیده و لایه های لاستیکی به هم می چسبند.
بعد از طی یکی از روش های فوق، یک قالب لاستیکی اطراف مدل شما را فرا گرفته است که با یک تیغ جراحی مخصوص، قالب لاستیکی بریده شده و مدل از میان آن خارج می گردد و یک فضای خالی جهت تزریق موم در مرحله بعد فراهم می گردد.

در این مرحله، موم به وسیله دستگاه تزریق، درون قالب های لاستیکی و یا سیلیکنی که در مرحله قبل تهیه شده اند تزریق می گردد و فضای خالی درون قالب بدین ترتیب، از موم پر می شود و یک کپی مومی از مدل شما تهیه می گردد. در این مرحله به تعدادی که از مدل می خواهیم بسازیم باید کپی مومی تهیه کنیم.

مدل های تهیه شده در مرحله قبل را به وسیله یک هویه به یک مفتول مومی می چسبانیم تا به صورت یک درختچه در آید و سپس انتهای درختچه را در کفی لاستیکی مخصوص سیلندر ریخته گری قرار می دهیم. یک درختچه مومی می تواند شامل یک و یا حتی صد ها مورد از مدل های مومی باشد. نکته مهم این است که زاویه دنبالک های مدل ها با محور اصلی (مفتول مومی) باید به صورت تند باشد. لازم به ذکر است که برای انجام عملیات ریخته گری در مراحل بعد، می بایست حدود 14 برابر وزن شاخه موم، طلای عیار 18 (750) را ذوب و تهیه کرد.

زمانی که مرحله شاخه کردن موم ها تمام شد، شاخه مومی را در یک سیلندر فلزی ریخته گری قرار داده و آن را با گچ مخصوص ریخته گری به روشی که در ادامه بیان می شود پر می کنیم تا شاخه را پوشش دهد. زمانی که گچ خشک شد، یک قالب نسوز و خشک برای استفاده در کوره های ریخته گری فراهم است. شاخه مومی به نحوی که در تصویر مشخص است بر روی کفی لاستیکی سیلندر سوار می گردد.
سیلندر ریخته گری به صورت با فلانج و بدون فلانج به کار می رود و از جنس فولاد ساخته می شود. بعد از اینکه درختچه موم در داخل سیلندر قرار گرفت، با استفاده از نوارچسب های پهن، آب بندی شده و سیلندر آماده گچ گیری است. برای گچ گیری سیلندر از ماشین میکسر گچ استفاده می شود. در این ماشین آب و گچ در محیطی کاملاً عاری از هوا با هم مخلوط می شوند و در داخل سیلندر تزریق می گردد. دستگاه مجهز به سیستم ارتعاشی (ویبره) است تا گچ تزریق شده در سیلندر را کاملاً هواگیری کند. این عمل از هر گونه خلل و فرج در سطح قطعات در مرحله ریخته گری جلوگیری می کند. میزان گچ مورد نیاز برای گچ گیری یک سیلندر به قطر 100 میلی متر و به ازای هر یک سانت، تقریباً برابر 100 گرم می باشد.
پس از اتمام مرحله گچ گیری سیلندر، آن را در یک محیط خشک و بدون تابش نور مستقیم خورشید قرار می دهیم تا گچ خشک گردد. این مدت حدوداً بین 3 تا 5 ساعت، بسته به حجم سیلندر به طول می انجامد.

بعد از این که گچ به طور کامل خشک گردید، سیلندر ریخته گری را در موم گیر بخار قرار می دهیم. با استفاده از گرمای غیر مستقیم بخار، سیلندر، گرم شده تا موم داخل سیلندر که دمای ذوب پایینی دارد آب شده و از داخل گچ خارج گردد. بعد از انجام این مرحله که حدوداً 2 تا 3 ساعت به طول می انجامد سیلندر آماده برای پخت می گردد.
ماشین موم گیر بخار
در پایان این مرحله، سیلندرهای گچی وارد یک کوره پخت می گردند تا پس از طی یک دوره زمانی 8 الی 12 ساعتی، یک قالب گچی آماده برای تزریق فلز در مرحله ریخته گری فراهم شود.
لازم به ذکر است که مراحل موم گیری و پخت سیلندر در کوره های پخت سیلندر مدل RBF ساخت شرکت یاسوئی ژاپن، قابل انجام است و احتیاجی به استفاده از موم گیر بخار برای استفاده کنندگان این ماشین نمی باشد. از دیگر ویژگی های مهم این ماشین آلات (RBF)، چرخشی بودن سیلندرهای ریخته گری در هنگام عمل پخت و چرخش هوای گرم در داخل کوره است که باعث افزایش دقت بسیار بالا در موم گیری و پخت سیلندر می شود و بدین ترتیب، قالب گچی بسیار مناسب تر و دقیق تر از روش های دیگر تهیه می گردد. شاید بتوان گفت که 60 درصد جادوی ریخته گری با محصولات یاسوئی، که از کیفیت و ظرافت فوق العاده بالا برخوردار می باشند استفاده از این ماشین فوق العاده کارآمد در سیستم ریخته گری است.

با قراردادن سیلندرها در یک سانتریفیوژ یا ماشین ریخته گری در شرایط خلأ، مرحله ریخته گری آغاز می گردد. در این مرحله، فلز طلا یا آلیاژهای دیگر استفاده شده در داخل بوته ماشین، ذوب می گردد و به داخل قالب گچی تزریق می گردند.
از انواع روش های ریخته گری می توان به موارد زیر اشاره کرد:
1- روش سانتریفیوژ (گریز از مرکز):
در این روش، طلا در یک مخزن افقی با استفاده از سری گاز یا هوا ذوب می گردد. سیلندر ریخته گری، پشت بوته ذوب قرار داده شده و درب دستگاه بسته می شود. کلید Start (شروع) باعث چرخش شدید سیلندر می گردد و با استفاده از نیروی گریز از مرکز فلز به داخل سیلندر تزریق می شود.
این روش از ابتدایی ترین و کارآترین روش های ریخته گری در گذشته بوده است و هم اکنون نیز استفاده از آن در بسیاری از کارگاه های سنّتی متداول است.
از مشکلات مهم این روش می توان به موارد زیر اشاره کرد:
– عدم ایمنی در کار
– عدم وجود هر گونه کنترل، جهت نظم بخشیدن به برنامه کاری برای دستیابی به نتیجه مطلوب
– امکان اکسید شدن طلا و هدر رفتن آن به دلیل انجام ذوب به صورت باز
– عدم تزریق مطلوب به داخل سیلندر در اکثر موارد
2- روش وکیوم (شرایط خلأ):
این روش که اندکی جدیدتر از روش سانتریفیوژ می باشد از ایمنی بیشتری برخوردار است. سیلندر ریخته گری روی دهانه یک مخزن بسته قرار می گیرد و در آنجا محکم می شود. مخزن مجهز به یک سیستم وکیوم (مکش) است. کاربر طلا را در کوره های سنّتی ذوب کرده و سپس با استفاده از انبر، آن را به صورت دستی در سیلندر ریخته گری می ریزد و در حالی که همزمان مکش را استارت می کند، طلا از پایین مکیده شده و به داخل سیلندر تزریق می گردد.
این روش نیز دارای مشکلاتی از قبیل موارد زیر است:
– عدم ایمنی در کار
– عدم کنترل بر روی سیستم مکش، باعث می شود تا در برخی موارد به دلیل فشار زیاد، طلا از کف سیلندر خارج شده (اصطلاحاً سیلندر بترکد) یا در برخی موارد به دلیل فشار کم سیلندر به خوبی تزریق نشود.
– به دلیل انجام ذوب به صورت باز، امکان اکسید شدن طلا و هدر رفتن آن وجود دارد.
– انجام این کار نیاز به تجربه فراوان دارد و به سادگی انجام پذیر نیست.
3- ریخته گری با استفاده از ماشین های القایی با سیستم حفاظت شده:
در این روش، سیلندر در داخل ماشین قرار گرفته و به صورت اتوماتیک در قسمت زیرین بوته جای می گیرد. طلای جامد را درون بوته ماشین قرار می دهند و سپس درب آن را می بندند. ماشین در مدت 5 الی 7 دقیقه به دمای مطلوب می رسد و طلا را ذوب می نماید. در این ماشین از گاز حفاظتی آرگون قبل از انجام عملیات تزریق فلز به داخل سیلندر استفاده می شود تا مسیرهای داخل سیلندر روان شده و آماده پذیرش فلز (طلا) شوند. بعد از انجام عملیات گفته شده، گاز آرگون توسط ماشین مکش شده و همزمان عملیات تزریق فلز به داخل سیلندر در شرایط خلأ انجام می شود.
پس از پایان عملیات ریخته گری که ممکن است به یکی از روش های فوق انجام شود، سیلندر را از داخل ماشین خارج می کنیم تا طلا اندکی خنک شده و از حالت مایع به صورت جامد درآید. این مدت، بسته به اندازه مدل های ریخته گری شده بین 5 تا 15 دقیقه می باشد. بعد از آن، آن را داخل یک ظرف آب قرار می دهیم و شستشو می دهیم تا قالب گچی شکسته شود و نتیجه عملیات ریخته گری که یک شاخه درختی است ظاهر شود. سپس برای شستشوی کامل قطعه از ماشین گچ شور Water Jet استفاده می کنیم. در این ماشین، با استفاده از فشار زیاد آب، گچ های باقی مانده بر روی سطح قطعات ریخته گری، شسته می شود.
زمانی که درختچه ها از مرحله ریخته گری خارج شد، لازم است با ابزار برش، شاخه های ریخته گری را جدا کرد. از قیچی بادی مخصوص نیز می توان استفاده نمود که سرعت و دقت برش را بالا برده و نیاز به نیروی انسانی کمتری دارد. پس از بریدن شاخه های ریخته گری، شاخک های کوچک اضافی که هنوز به قطعه وجود دارند با ابزارها و روش های متفاوتی ساییده می شوند.

در این مرحله از ماشین شوینده التراسونیک برای تمیز کردن قطعه از براده های مرحله سایش و ذرات ریز گچ که در حفره های کوچک قطعه کاری باقی ماننده اند استفاده می گردد. استفاده ویژه این ماشین در مورد چربی گیری و تمیز کردن قطعه، قبل از انجام آبکاری می باشد.
این ماشین با استفاده از سیستم مافوق صوت، امواجی قوی در محیط مرطوب ماشین ایجاد می کند که منجر به پاک شدن قطعه کاری از آلودگی های میکروسکوپی می گردد و در نتیجه قطعه پس از خروج از این ماشین دارای درخشندگی خاصی می شود.

عملیات پرداخت، در ماشین آلات مخصوص پرداخت قطعات ریخته گری، همراه با موادی همچون قطعات سرامیکی، آب، خرده چوب نرم و … انجام می شود تا مواد اضافی موجود بر سطح قطعه مانند ذرات گچی بجا مانده از عملیات ریخته گری و نیز لکه های باقی مانده بر روی فلز پاک شود.
در برخی موارد برای درخشندگی بیشتر از ماشین های برس زنی (پوست زنی) نیز استفاده می گردد. این ماشین ها (ماشین دینام مخصوص پوست زنی) از سری ماشین آلاتی هستند که مجهز به سیستم مکش و فیلتر جهت جلوگیری از هدر رفتن ذرات ریز جدا شده از قطعه کاری هستند.

در این مرحله با استفاده از سیستم الکترولیت، لایه بسیار ظریفی از فلزات گران بها مانند رادیوم، روتونیم و … روی زیور آلات نشانده می شود که باعث ایجاد برق و جلای ویژه ای بر روی سطح کار می شود.

برای تمیز کردن نهایی بعد از اتمام مرحله پرداخت و شستشو، از ماشین بخار شور استفاده می شود که بهترین نتیجه را برای کارهای دارای سنگ های جواهر از قبیل الماس، زمرد، یاقوت و … می دهد. هم چنین قبل و بعد از انجام آبکاری رادیوم برای حذف اکسیدهای فلز و پرداخت آن از ماشین بخار شور استفاده می گردد. این، مؤثرترین روش و زمانی کوتاه برای دست یافتن به بهترین آبکاری(رادیوم) است.
از ماشین بخار برای تجدید و جلا دادن طلا و جواهر که در معرض نمایش قرار داده شده است نیز استفاده می گردد. این عمل در عرض چند ثانیه و با قرار دادن قطعه طلا در زیر دهانه بخار ماشین صورت می گیرد که باعث تمیز و درخشان شدن آن می گردد.

ابزار های مکمل مورد نیاز در مراحل ریخته گری در طلا سازی و جواهرسازی
ابزار شکل دهنده موم:
از این ابزار جهت روتوش نهایی نمونه های مومی استفاده می گردد.

جوشکاری با استفاده از سری گاز یا هوا:
این روش، روشی سنتی است که برای جوشکاری قطعات از لحیم نیز استفاده می کند.
جوشکاری هیدروژنی:
از این ماشین آلات برای جوشکاری قطعات و اتصالات ظریف و ریز استفاده می گردد.
جوش لیزری:
برای جوش قطعات با ضخامت کم و دقت بالا، با استفاده از نیروی لیزر بدون نیاز به لحیم استفاده می گردد.
جوشکاری برقی:
برای اتصال قطعات ظریف و متنوع فلزی بدون استفاده از لیزر و یا چسباندن موقت قطعات استفاده می گردد. (در بعضی موارد نیاز است قطعات به صورت موقت به یکدیگر چسبانده شوند.)